

1. Manutenção da válvula gaveta
1.1 Os principais parâmetros técnicos:
DN: NPS1”~ NPS28”
PN: CL150~CL2500
Material das peças principais: ASTM A216 WCB
Haste — ASTM A276 410;Assento—ASTM A276 410;
Face de vedação - VTION
1.2 Códigos e Padrões Aplicáveis: API 6A、API 6D
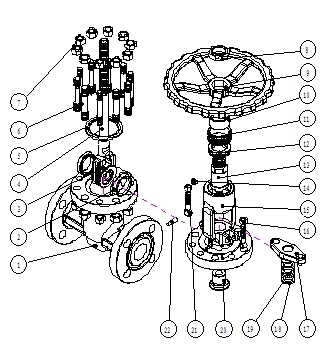
1.3 A estrutura da válvula (ver Fig.1)
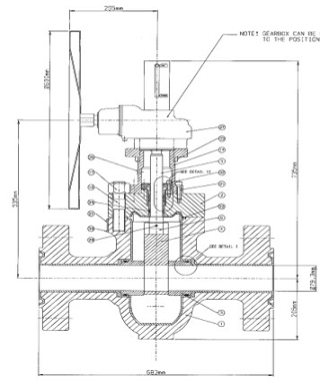
Fig.1 Válvula gaveta
2. Inspeção e manutenção
2.1:Inspeção da superfície externa:
Inspecione a superfície externa da válvula para verificar se há algum dano e depois numerada;Fazer um registro.
2.2 Inspecione a carcaça e a vedação:
Verifique se há alguma situação de vazamento e faça um registro de inspeção.
3. Desmontagem da Válvula
A válvula deve ser fechada antes de desmontar e afrouxar os parafusos de conexão.Deve selecionar a chave não ajustável apropriada para parafusos mais soltos. As porcas devem ser facilmente danificadas pela chave ajustável.
Parafusos e porcas enferrujados devem ser embebidos em querosene ou removedor de ferrugem líquido;Verifique a direção da rosca do parafuso e gire lentamente.As peças desmontadas devem ser numeradas, marcadas e mantidas em ordem.A haste e o disco do portão devem ser colocados no suporte para evitar arranhões.
3.1 Limpeza
Certifique-se de que as peças sobressalentes sejam limpas suavemente com uma escova com querosene, gasolina ou agentes de limpeza.
Após a limpeza, certifique-se de que as peças sobressalentes não tenham graxa e ferrugem.
3.2 Inspeção de peças de reposição.
Inspecione todas as peças sobressalentes e faça um registro.
Faça um plano de manutenção adequado de acordo com o resultado da inspeção.
4. Reparação de peças sobressalentes
Reparar as peças sobressalentes de acordo com o resultado da inspeção e plano de manutenção;substitua as peças sobressalentes pelos mesmos materiais, se necessário.
4.1 Reparação de portão:
①Reparo da ranhura em T: A soldagem pode ser usada no reparo de fratura da ranhura em T, corrigir a distorção da ranhura em T, soldar ambos os lados com barra de reforço.A soldagem de superfície pode ser usada para reparar o fundo da ranhura em T.Usando tratamento térmico após a soldagem para eliminar o estresse e depois usar a penetração PT para inspecionar.
②Reparo de queda:
Queda significa folga ou deslocamento sério entre a face de vedação da comporta e a face de vedação da sede.Se a válvula de gaveta paralela cair, pode-se soldar a cunha superior e inferior e, em seguida, processar a retificação.
4.2 Reparo da face de vedação
A principal causa do vazamento interno da válvula são os danos na face da vedação.Se o dano for sério, será necessário soldar, usinar e retificar a face de vedação.Se não for sério, apenas moagem.A moagem é o método principal.
a.O princípio básico da moagem:
Junte a superfície da ferramenta de retificação à peça de trabalho.Injete abrasivo no espaço entre as superfícies e, em seguida, mova a ferramenta de esmerilar para esmerilar.
b.Esmerilhamento da face de vedação do portão:
Modo de moagem: operação em modo manual
Espalhe o abrasivo na placa uniformemente, coloque a peça de trabalho na placa e, em seguida, gire enquanto esmerilha em linha reta ou “8”.
4.3 Reparo da haste
a.Se algum arranhão na face de vedação da haste ou na superfície áspera não corresponder ao padrão de projeto, a face de vedação deverá ser reparada.Métodos de reparo: retificação plana, retificação circular, retificação de gaze, retificação de máquina e retificação de cone;
b.Se a haste da válvula estiver dobrada> 3%, processe o tratamento de endireitamento com uma retificadora sem centro para garantir o acabamento da superfície e a detecção de rachaduras no processo.Métodos de alisamento: alisamento por pressão estática, alisamento a frio e alisamento por calor.
c.Reparação da cabeça da haste
Cabeça da haste significa partes da haste (esfera da haste, topo da haste, cunha superior, canal de conexão, etc.) conectadas com peças de abertura e fechamento.Métodos de reparo: corte, soldagem, anel de inserção, plugue de inserção etc.
d.Se não puder atender aos requisitos de inspeção, deverá reproduzir com o mesmo material.
4.4 Se houver algum dano na superfície do flange em ambos os lados do corpo, deve-se processar a usinagem para atender aos requisitos padrão.
4.5 Ambos os lados da conexão RJ do corpo, se não atenderem aos requisitos padrão após o reparo, deverão ser soldados.
4.6 Substituição de peças de desgaste
As peças de desgaste incluem junta, gaxeta, anel de vedação, etc. Prepare as peças de desgaste de acordo com os requisitos de manutenção e faça um registro.
5. Montagem e instalação
5.1 Preparativos: Prepare peças sobressalentes reparadas, juntas, embalagens e ferramentas de instalação.Coloque todas as peças em ordem;não deite no chão.
5.2 Verificação de limpeza: Limpe as peças sobressalentes (fixador, vedação, haste, porca, corpo, castelo, garfo, etc.) com querosene, gasolina ou agente de limpeza.Certifique-se de que não há graxa e ferrugem.
5.3 Instalação:
Primeiramente, verifique o recuo da haste e da face de vedação da comporta para confirmar a situação da conexão;
Purgue, limpe o corpo, a tampa, a comporta e a face de vedação para mantê-los limpos. Instale as peças sobressalentes em ordem e aperte os parafusos simetricamente.
Horário da postagem: 19 de maio de 2022